4) RAVVIVATURA
Il gruppo ravvivatore viene azionato idraulicamente sia per la mola operatrice che per la mola conduttrice. La gamma degli avanzamenti e’ variabile in
continuo.Gli incrementi di asportazione sono comandati a mano a mezzo di un volantino micrometrico.
Il ravvivatore della mola conduttrice puo’ essere orientato per ravvivare la mola in modo tale da assicurare un miglior contatto fra la mola stessa
ed il pezzo in lavorazione.
5) GRUPPO IDRAULICO
Il gruppo idraulico di comando della macchina standard od AD ALTA PRESSIONE (versione H) e’ situato all’esterno nella parte posteriore della
macchina in modo da garantire una facile e comoda
accessibilita’ in caso di manutenzione, e , abbinato ad un gruppo frigorifero, riduce al minimo qualsiasi problema di surriscaldamento dovuto
all’aumento della temperatura dell’olio durante la lavorazione.
6) EQUIPAGGIAMENTO ELETTRICO/CONTROLLO NUMERICO
Il pannello elettrico e’ situato sulla parte sinistra del basamento con tutti i comandi raggruppati facilmente accessibili per l’operatore dalla sua
normale posizione di lavoro.
La versione CNC adotta il controllo numerico più affidabile per eccellenza,FANUC 0i TD o MITSUBISHI M80 CON PANNELLO TOUCH SCREEN e Schermate di programmazione assistita a bordo macchina.
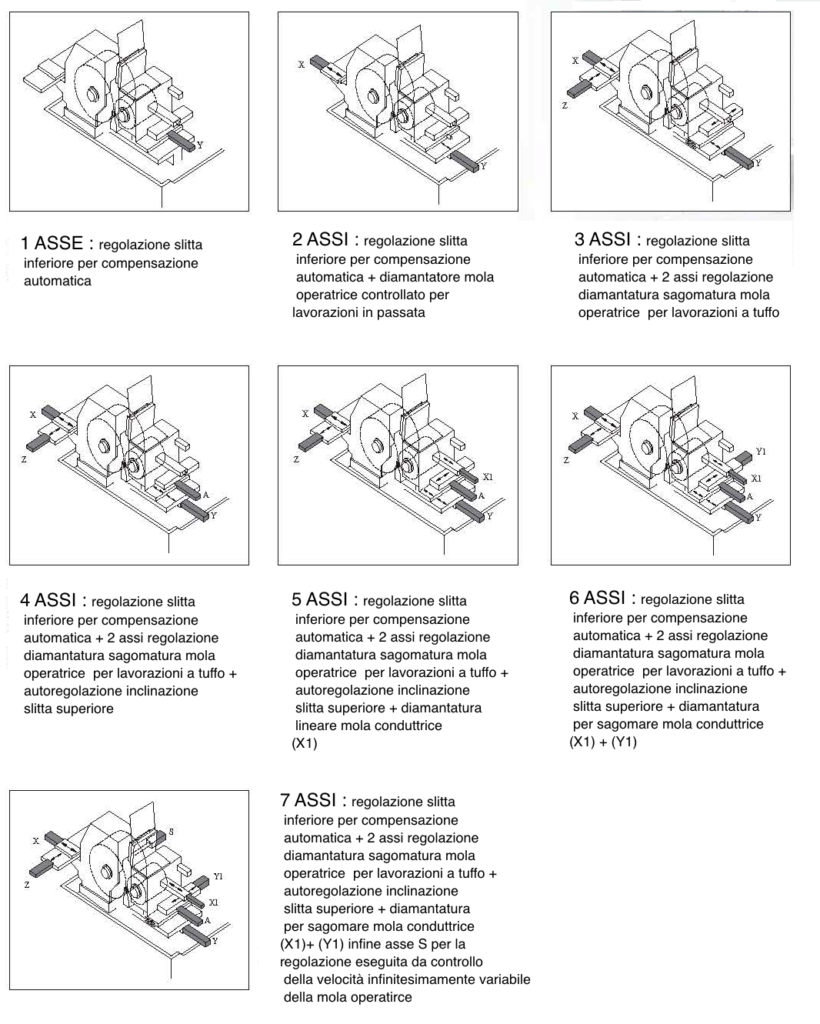
la macchina in maniera facile e intuitiva.Gli assi che possono essere controllati variano da un numero minimo di 2 a un massimo di 7.
Per chiarire schematicamente quali e dove sono posizionati sono stati riportati qui i disegni esplicativi.